Параметры продукта
| Технические характеристики | |
| Модель оборудования | SL06- Q2B-SB-8/20 |
| Годовая мощность | 3000т |
| Конструкция печи | Двухкорпусная комбинированная печь (одна плавильная печь и одна раздаточная печь) |
| Пряди литейного стержня | 6 |
| Диаметр литейного стержня | φ8мм~φ20мм |
| Скорость вверх | 0~2600мм/мин |
| Шаг вверх | 3~6 мм регулируемый |
| Частота тяги | 0~800/мин |
| Метод тяги | Тяга с одним серводвигателем |
| Рабочее время в год | 7920ч |
| Возьмите спецификацию катушки | φ900×φ1550×800 (мм) |
| Приемный вес | ≤3000 кг |
| Номинальное напряжение | 380 В, 50 Гц |
| Установленная мощность | 325кВА |
| Скорость плавления меди | 400 кг/ч |
| максимальная мощность | 180~200кВт |
| Расход на одну тонну медной катанки | 1) электричество: ≤350кВтч/т |
| 2) уголь: ≤15 кг | |
| Принять метод | Автоматическая намотка и перемещение |
| Подача материала | Подача катодной пластины с помощью электрической кантилевера |
| Метод привода системы литья вверх | Он приводится в движение серводвигателями переменного тока и прецизионным планетарным редуктором.Жесткий шарнирный вал приводит в движение тяговый ролик с помощью посадок.Тяговые ролики приводятся в движение синфазным зубчатым ремнем без перерыва. |
| Зажимной метод отливки медного стержня вверх | Прессован пневматическим цилиндром |
| Метод управления серводвигателем | Управление с помощью сенсорного экрана |
| Электрическое управление печью | Регулятор электрического напряжения (с трехфазным балансом) |
Описание продукта
Машина непрерывного литья заготовок Up Ward — это новая технология производства катанки, труб и плоских заготовок из бескислородной меди с длиной смоченной стали.Компания занимается производством катанки и профилей из бескислородной меди, отличающихся высокой проводимостью и
низкое содержание кислорода.Сравните с некоторыми традиционными технологиями.Этот новый метод требует меньших капиталовложений, прост в эксплуатации и экономичен в производстве.высокое качество в
производство, гибкость в изменении размера производства, отсутствие влияния на окружающую среду.
Медный катод (панель) → индукционная печь (медный расплав → восстановление → выдержка расплавленной меди) → литье
механизм отливает стержень (медь кристаллизуется и затвердевает)→Приемка→Продажа Производство или для дальнейшей переработки.
Ⅰ..Основные технические параметры оборудования
| 1 | Плавильная печь: | |
| 1.1 | Общая мощность печи | 5.0Т |
| 1.2 | Эффективная мощность печи | 2,5 т |
| 1.3 | Напряжение печи | 380В |
| 1,4 | Мощность печи | 600кВт |
| 1,5 | Скорость плавления | 2т/ч |
| 1,6 | Коэффициент мощности после компенсации: | 0,95-1,0 |
| 1,7 | Количество фаз и способ подключения индуктора: |
Однофазное последовательное соединение |
| 1,8 | Номинальная мощность трансформатора: |
Автотрансформатор с водяным охлаждением мощностью 900 кВА (входная линия 380 В, трехфазная, |
| 1,9 | режим охлаждения змеевика: | Водяное охлаждение |
| 1.10 | Расход охлаждающей воды: | 5 м3/час |
| 1.11 | Максимальная температура печи: | 1500 ℃ |
| 2 | Секция раздаточной печи |
|
| 2.1 | Эффективная мощность печи: | 4.0Т |
| 2.2 | Эффективная разливочная мощность: | Менее 85 дБ |
| 2.3 | Номинальное напряжение: | 380В |
| 2.4 | Номинальная мощность: | 250КВт |
| 2,5 | Номинальная мощность трансформатора: |
Автотрансформатор мощностью 400 кВА с водяным охлаждением (входная линия 380 В, трехфазная, ступенчатое регулирование напряжения без нагрузки). |
| 2.6 | Коэффициент мощности после компенсации: | 0,95-1,0 |
| 2.7 | Точность контроля температуры: | ±8℃ |
| 2,8 | Максимальная температура печи: | 1300 ℃ |
| 2,9 | Режим охлаждения змеевика: |
Водяное охлаждение |
| 3 | Форма | |
| 3.1 | ширина | 330- 500 мм |
| 3.2 | толщина | 16-20мм. |
| 3.3 | Материал | Нержавеющая сталь 1Х18Н9Т, футерованная медной втулкой (из меди Т2) |
| 4 | Вторичное охлаждающее устройство | |
| 4.1 | Потребление воды: | 3м³/ч |
| 4.2 | Водяное давление: | 0,2-0,3 МПа |
| 5 | Выводная машина | |
| 5.1 | Максимальная сила толкания и тяги: | 50кН |
| 5.2 | Скорость: | Скорость: |
| 5.3 | Минимальный диапазон хода: |
0,1 мм |
| 5.4 | Самое короткое время ожидания | 0,01 с |
| 5,5 | Серводвигатель переменного тока: | Двигатель Сименс (11 кВт) |
| 5,6 | Номинальная скорость вращения двигателя: | 3000об/мин |
| 5,7 | Статический крутящий момент: | △Tw= 60К Мо (при 60) 70Н-М |
| 6 |
Двухзаготовочные гидравлические верхние ножницы:
|
|
| 6.1 | Сила сдвига: | 600КН |
| 6.2 | толщина резки: | 20 мм |
| 6.3 | Ширина резки: | 500 мм |
| 6.4 | Скорость резки: |
0- 5 мм/с |
| 6,5 | Ход сдвига: | 80 мм |
| 6.6 | Максимальный ход режущей машины: | 200 мм |
| 7 | Моталочный станок | |
| 7.1 | Власть: | 5,5 кВт |
| 7.2 | Скорость вращения: | 1420об/мин |
| 7.3 | Ход перемещения моталки: | 800 мм |
| 8 | Гидравлическая станция | |
| 8.1 |
Мощность двигателя гидравлической станции плавильной печи и плавильной печи:
|
2 × 7,5 кВт |
| 8.2 | Мощность двигателя гидравлической станции тяговой машины: | 2 × 7,5 кВт |
| 8.3 | Мощность двигателя гидронасоса верхней стригальной машины: |
2 × 11 кВт
|
| 8.4 | Мощность двигателя гидронасоса моталки: | 2 × 7,5 кВт |
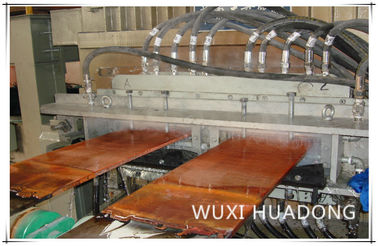
Ⅱ.Процесс
Отгрузка (возвраты должны быть упакованы в тюки) → Плавильная печь → Химический анализ → Нагрев герметичного желоба → Кристаллизатор → Первичное охлаждение → Вторичное охлаждение → Вытяжная машина → Режущая машина → Моталка
Выберите сырье в соответствии с технологическим документом, определите процедуру подачи в соответствии с температурами плавления металлических элементов, пропорциями шихты печи и сложностью потерь при окислительном горении, и загрузите сырье в плавильную печь;При плавке в печь добавляют покрывное вещество определенной толщины, которое необходимо своевременно пополнять;Когда расплавленная медь внутри печи достигнет температуры выпуска, проведите лабораторные испытания состава расплавленной меди внутри печи;Перед выпуском полностью очистите клинкеры от расплавленной меди;После выпуска каждой печи оставьте внутри печи около 800 кг расплавленной меди в качестве стартового блока.Перемещайте расплавленную медь (расплавленную и хорошо отрегулированную в плавильной камере) через герметичный желоб в раздаточную печь, контролируйте температуру расплавленной меди, поддерживайте расплавленную медь внутри раздаточной печи при температуре разливки и на определенном уровне.Под действием уровня расплавленная медь течет в кристаллизатор и кристаллизуется в медную заготовку пластинчатого типа посредством первичного охлаждения кристаллизатором.При непрерывной вытяжке на волочильном станке формируется листовая заготовка необходимой формы.На выходе из листовой заготовки установлена вторичная система охлаждения, а расход охлаждающей воды регулируется.Основной целью принятия этих мер контроля является обеспечение температуры кристаллизации, а также стабилизация параметров процесса для обеспечения качества продукции.Вывод полосовой заготовки осуществляется с помощью тягача, при этом время протяжки, остановки и обратного толкания волочителем плавно регулируется.Оптимальный параметр управления должен быть определен и своевременно скорректирован в соответствии с различными материалами, различными характеристиками и условиями качества поверхности.Чертеж контролируется программой ПЛК, реализующей циклические действия рисования, остановки и обратного толкания.
![]()
![]()
![]()
Ⅲ.Технические характеристики
1. Типы характеристик литья
* Разнообразие продукции: полоса из медного сплава (Cu-Ni).
2. Спецификация рулона готовой продукции
2.1 Количество заготовок: 1 полоса
2.2 Ширина заготовки: 380–500 мм.
2.3 Толщина заготовки: 60 мм.
2.4 Внутренний диаметр катушки: минимум 600–800 мм.
2.5 Внешний диаметр катушки: максимум 1800 мм.
2.6 Максимальный вес рулона: макс: 6000 кг.
3. Гарантийное значение разницы толщины заготовки.
3.1 Разница в толщине заготовки в поперечном направлении: <0,75–0,3 мм (после модификации формы)
3.2 Разница толщины заготовки в продольном направлении: <0,3 мм (после модификации формы)
3.3 Среднее потребление энергии при плавке в плавильной печи: 250-380 кВтч/т.
3.4 Средний расход энергии на поддержание температуры в раздаточной печи: 50-80кВтч/т.
3.5 Максимальная сила толкания и тяги: 50 кН.
3.6 Диапазон скоростей нажатия и вытягивания: 1,5-70 мм/сек.
3.7 Средняя максимальная скорость разливки: 300 мм/ мин.
3.8 Максимальная сила сдвига гидравлических ножниц: 600 кН.
3.9 Скорость намотки моталки: 750 мм/мин.
Ⅳ.Список запчастей оборудования
| Нет. | Название оборудования | Единица | КОЛ-ВО |
| 1 | Частотная индукционная плавильная печь (включая плавильную канавку и футеровку строительного материала) | набор | 1 |
| 2 | Железный сердечник, водяная рубашка и змеевик плавильной печи | набор | 1 |
| 3 | Тандиш | набор | 1 |
| 4 | Индукционная печь для выдержки линейной частоты (включая канавку для плавления и футеровку строительного материала) | набор | 1 |
| 5 | Железный сердечник, водяная рубашка и змеевик раздаточной печи | набор | 1 |
| 6 | форма для облицовки здания | набор | 1 |
| 7 | кристаллизатор | набор | 2 |
| 8 | графитовая форма | набор | 1 |
| 9 | Герметизирующая стальная форма кристаллизатора | набор | 1 |
| 10 | Заглушка (из нержавеющей стали) | набор | 1 |
| 11 | Пластина-пустышка | набор | 1 |
| 12 | Устройство распределения охлаждающей воды для кристаллизатора | набор | 1 |
| 13 | Вторичное охлаждающее устройство | набор | 1 |
| 14 | Выводная машина | набор | 1 |
| 15 | Гидравлическая машина для последующей резки | набор | 1 |
| 16 | Моталка без стержня | набор | 2 |
| 17 | Водоохлаждаемый кабель для плавильной печи | набор | 1 |
| 18 | Гидравлическая система | Полный комплект | 1 |
| 19 | Электрическая система управления | Полный комплект | 1 |
| 20 | Трансформатор регулирующий (холостого хода, ступенчатый) для плавильной печи | набор | 1 |
| 21 | Регулирующий трансформатор (без нагрузки, ступенчатый) для раздаточной печи | набор | 1 |
| 22 | Устройство газовой защиты | набор | 1 |
| 23 | Термометр температуры поверхности | набор | 1 |
| 24 | Специальный инструмент для станочного агрегата |
Упаковка и доставка
![]()
![]()
Часто задаваемые вопросы
1. кто мы?
Мы находимся в Цзянсу, Китай, с 1998 года.
2. Как мы можем гарантировать качество?
Всегда предсерийный образец перед массовым производством;
Всегда окончательная проверка перед отправкой;
3. Что вы можете купить у нас?
Металлургическое и металлургическое оборудование,Машины непрерывного литья стали,Сталелитейное производство EPC,Запасные части для МНЛЗ
4. Почему вам следует покупать у нас, а не у других поставщиков?
Нам предоставляются комплексные услуги, включая инженерные консультации, проектирование и проектирование оборудования, поставку материалов и оборудования, генеральный подряд EPC-проекта, услуги по управлению процессами и обучение.
5. Какие услуги мы можем предоставить?
Принятые условия доставки: FOB,CFR,CIF,FCA,DAF;
Принимаемая валюта платежа: доллар США, евро, юань;
Принятый тип оплаты: T/T,L/C,D/PD/A.