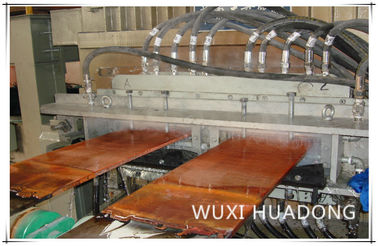
Горизонтальная медная машина непрерывного литья, заготовка ККМ прокладки бронзы светомасс олова
Ⅰ. Главные технические параметры оборудования:
| 1 | Печь выплавкой: | |
| 1,1 | Общая производительность печи | 5.0Т |
| 1,2 | Достижимый объем производства печи | 2.5Т |
| 1,3 | Напряжение тока печи | 380В |
| 1,4 | Сила печи | 600КВ |
| 1,5 | Плавя тариф | 2т/х |
| 1,6 | Фактор силы после компенсации: | 0.95-1.0 |
| 1,7 | Номер участков и режима соединения индуктора: |
Однофазное сери-соединение |
| 1,8 | Расклассифицированная емкость трансформатора: |
автотрансформатор вод-охлаженный 900КВА (входящая линия 380В, трехфазная, |
| 1,9 | режим катушки охлаждая: | Водяное охлаждение |
| 1,10 | Охлаждая расход воды: | 5м3/х |
| 1,11 | Максимальная температура печи: | 1500℃ |
| 2 | Удержание раздела печи |
|
| 2,1 | Достижимый объем производства печи: | 4.0Т |
| 2,2 | Эффективная емкость отливки: | Меньше дБ чем 85 |
| 2,3 | Расклассифицированное напряжение тока: | 380В |
| 2,4 | Расклассифицированная сила: | 250КВ |
| 2,5 | Расклассифицированная емкость трансформатора: |
автотрансформатор вод-охлаженный 400КВА (входящая линия 380В, трехфазная, нулевая нагрузка шагнула напряжени тока-регулирующ). |
| 2,6 | Фактор силы после компенсации: | 0.95-1.0 |
| 2,7 | Точность контроля температуры: | ±8℃ |
| 2,8 | Максимальная температура печи: | 1300℃ |
| 2,9 | Режим катушки охлаждая: |
Водяное охлаждение |
| 3 | Прессформа | |
| 3,1 | ширина | 330- 500мм |
| 3,2 | толщина | 16-20мм. |
| 3,3 | Материал | нержавеющая сталь 1Кр18Ни9Ти, выровнянная с медным кустом (сделанным из меди Т2) |
| 4 | Вторичный охлаждая прибор | |
| 4,1 | Расход воды: | ³/х 3м |
| 4,2 | Давление воды: | 0.2-0.3Мпа |
| 5 | Машина разведения | |
| 5,1 | Сила максимума нажимая и рисуя: | 50КН |
| 5,2 | Скорость: | Скорость: |
| 5,3 | Минимальный ряд хода: |
0.1мм |
| 5,4 | Самое короткое резервное время | 0.01С |
| 5,5 | Мотор сервопривода АК: | Мотор Сименса (11КВ) |
| 5,6 | Расклассифицированная скорость вращения мотора: | 3000р/мин |
| 5,7 | Статический вращающий момент: | △Тв= 60К Мо (на 60) 70Н-М |
| 6 |
машина Двух-заготовки гидравлическая верхняя режа:
|
|
| 6,1 | Режа сила: | 600КН |
| 6,2 | режа толщина: | 20мм |
| 6,3 | Режа ширина: | 500мм |
| 6,4 | Режа скорость: |
0- 5мм/с |
| 6,5 | Режа ход: | 80мм |
| 6,6 | Максимальный ход следования режа машины: | 200мм |
| 7 | Блок машины койлера | |
| 7,1 | Сила: | 5.5КВ |
| 7,2 | Вращательная скорость: | 1420р/мин |
| 7,3 | Ход смещения койлера: | 800мм |
| 8 | Гидравлическая станция | |
| 8,1 |
Сила мотора гидравлической станции для печи выплавкой и печи удерживания:
|
2× 7.5КВ |
| 8,2 | Сила мотора гидравлической станции для машины разведения: | 2× 7.5КВ |
| 8,3 | Сила мотора гидронасоса для верхней режа машины: |
2× 11КВ
|
| 8,4 | Сила мотора гидронасоса для койлера: | 2× 7.5КВ |
Ⅱ. Процесс:
Тяготить (возвращения должны быть тюкованы) → химического анализа → печи выплавкой → нагревая вверх загерметизированное →Коилер машины → машины разведения → → → кристаллизатора → лаундер первичное охлаждая вторичное охлаждая режа
Выберите сырье согласно отростчатому документу, определите питаясь процедуру согласно точкам плавления металлических элементов, пропорциям тяготы печи, и затруднению потерь оксидации горящих, и поручите сырье в печь выплавкой; Плавя, добавьте некоторую толщину агента заволакивания в печь, которая будет дополненное своевременным; Когда жидкая медь внутри печи достигает выстукивая температуру, лаборатори-тест состав жидкой меди внутри печи; Перед выстукивать, совершенно очистите вне клинкера в жидкой меди; После выстукивать каждой печи, держите около 800 медь кг жидкую внутри печи, как блок начала. Перенесите жидкую медь (жидкий и хорошо отрегулированный в плавя камере) через загерметизированный лаундер в держа печь, проконтролируйте температуру жидкой меди, сдержите жидкую медь внутри держа печи на температуре отливки и на некоторое ровное растояние. Под действием уровня, жидкая медь пропускает в кристаллизатор, и получает выкристаллизовыванной в типа плит медную заготовку через основной охлаждать кристаллизатором. Под непрерывным чертежом машиной разведения, сформировано заготовка плиты необходимой формы. Вторичная система охлаждения установлена на выход заготовки плиты, и расход потока охлажденной воды регулируем. Основная цель для принятия этих контрольных измерений обеспечить температуру кристаллизации так же, как стабилизацию параметров процесса, для обеспечения качества продукции. Разведение заготовки прокладки осуществлено посредством драгер, и время чертежа, стоп и обратное нажатие драгер непрерывно регулируемый. Параметр оптимального управления должен быть решителен и своевременен отрегулированный согласно различным материалам, различным спецификациям и условиям качества поверхности. Чертеж проконтролирован программой ПЛК, осуществляя циклические действия чертежа, стоп, и обратное нажатие.
Ⅲ. Спецификации:
1. Типы спецификаций отливки
* разнообразие продукции: медная низкопробная прокладка сплава (Ку-Ни)
2. спецификация катушки законченн-продукта
2,1 числа заготовок: прокладки 1
2,2 ширина заготовки: 380мм-500мм
2,3 толщина заготовки: 60мм
2,4 внутренний диаметр катушки: минимум Φ 600 до 800мм
2,5 внешний диаметр катушки: максимум Φ1800мм
2,6 максимальный вес катушки: максимальный: 6000кг
3. Значение гарантии разницы в толщины заготовки
3,1 поперечная разница в толщины заготовки: <0.75мм-0.3 (после изменения прессформы)
3,2 продольная разница в толщины заготовки: <0>
3,3 среднее энергопотребление для плавить печью выплавкой: 250-380квх/т
3,4 среднее энергопотребление для консервации температуры путем удержание печи: 50-80квх/т
3,5 максимальная нажимая и рисуя сила: 50КН
3,6 нажимая и рисуя ряд скорости: сек 1.5-70мм/
3,7 средняя максимальная скорость отливки: минута 300мм/
3,8 максимальная режа сила гидравлических ножниц: 600КН
3,9 свертываясь спиралью скорость койлера: 750мм/мин
Ⅳ. Оборудование разделяет список
| Нет. | Имя оборудования | Блок | КТИ |
| 1 | Линия печь выплавкой индукции частоты (включая плавя строительный материал паз и выравниваться) | набор | 1 |
| 2 | Металлический стержень, куртка воды и катушка печи выплавкой | набор | 1 |
| 3 | Тундиш | набор | 1 |
| 4 | Линия индукция частоты держа печь (включая плавя строительный материал паз и выравниваться) | набор | 1 |
| 5 | Металлический стержень, куртка воды и катушка удержания печи | набор | 1 |
| 6 | прессформа для выравнивать здание | набор | 1 |
| 7 | кристаллизатор | набор | 2 |
| 8 | графитовая форма | набор | 1 |
| 9 | Герметизируя стальная прессформа кристаллизатора | набор | 1 |
| 10 | Фиктивный бар (сделанный из нержавеющей стали) | набор | 1 |
| 11 | Фиктивная плита | набор | 1 |
| 12 | Охлаждая прибор водораспределения для кристаллизатора | набор | 1 |
| 13 | Вторичный охлаждая прибор | набор | 1 |
| 14 | Машина разведения | набор | 1 |
| 15 | Машина гидравлического следования режа | набор | 1 |
| 16 | Койлер Корелесс | набор | 2 |
| 17 | Вод-охлаженный кабель для печи выплавкой | набор | 1 |
| 18 | Гидравлическая система | Полный набор | 1 |
| 19 | Электрическая система управления | Полный набор | 1 |
| 20 | Регулируя трансформатор (шагнутая нулевая нагрузка,) для печи выплавкой | набор | 1 |
| 21 | Регулируя трансформатор (шагнутая нулевая нагрузка,) для удержания печи | набор | 1 |
| 22 | Прибор предохранения от газа | набор | 1 |
| 23 | Термометр температуры поверхности | набор | 1 |
| 24 | Особенные инструменты для блока машины |
КО. печи Восточного Китая Укси, Лтд
Вхацапп: 86 139 2112 5611
joey@wxhddl.cn