

Умеренная цена высокой эффективности для машины непрерывного литья бондаря сделанной в Китае
УСЛОВИЯ ПРОДУКТА ТЕХНИЧЕСКИЕ
1. материалы отливки: никел купроникел, бондарь, латунь, бронза
2. спецификация отливки: выполненный на заказ
ПАРАМЕТРЫ ОБОРУДОВАНИЯ ОСНОВНЫЕ ТЕХНИЧЕСКИЕ
1. скорость отливки:
Скорость тракции: 0-64 - мм/с (степлесс регулируемое)
Рефлекторная скорость: 0-64 - мм/с (степлесс регулируемое)
Скорость прокладки самая лучшая линейная: 90-200 - мм/мин
2. силовое оборудование:
Печь средней частоты плавя: 250 кв
Удержание печи: 75 кв
Трактор сервопривода: 3,5 Кв
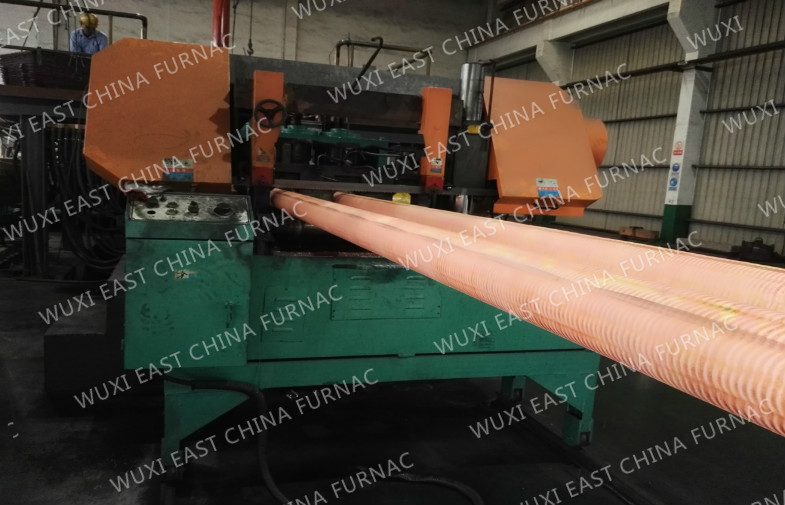
3. одновременный автомат для резки
Сила мотора: 3 Кв
Датчик лезвия пилы: Ф 355
Скорость подачи: гидравлическая степлесс регулировка скорости
Пиля датчик: медный взвод, латунь
Зажимать бортовой тип: гидравлический
4. вес койлера обматывая: 4000-5000 кг
Внутренний диаметр: 500-800 - мм Φ
Наружный диаметр: Φ 1600 мм
5. значение шума блока: дб 85 (а) или
6. линия блока средняя школа: + 1000 мм
7. направление передачи блока: правая передача
производственная мощность
Одиночная подача: 200-200 ширина полосы частот кг/х (16 мм): 200 мм, толщина:
Параметры процесса и описание процесса третьей главы основные
ОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССА
Продукция: 200-300 кг/х
Ряд контроля температуры: ℃ 1300 или
Удержание точности контроля температуры печи: +/- ℃ 3
Нажмите и вытяните ряд регулировки: нажим: 0-64 - мм/с +/- 0,1 мм (нет)
Рейчел: 0-64 - мм/с +/- 0,1 мм (нет)
Ряд отливной машины: отрегулировать тракцию: 0-64 - мм/с +/- 0,1 мм (нет)
Бакстеппинг: 0-64 - мм/с +/- 0,1 мм (нет)
Скорость руководства бросая самая большая линейная: 0-200 мм/мин
Свертывать спиралью регулируя ряд является следующим: сверните диаметр Φ 500 - Φ 800 мм
Диаметр крена Φ 1600 мм
Самая большая свертываясь спиралью скорость: 250 мм/мин
Ряд танцора: 0,95 до 0,75
Градусы башни замотки: 40 м или
Расход энергии блока: 380-420 КВХ/т
ОПИСАНИЕ ПРОЦЕССА
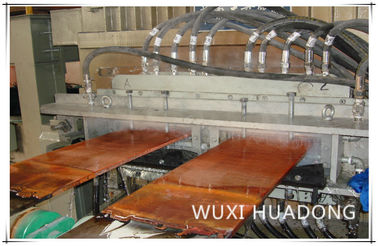
Купроникел никеля, бондарь, латунь, производственный процесс непрерывного литья бронзового слитка трубы прокладки горизонтальный следующим образом:
Электрическая медь к печи средней частоты плавя, регулировке к держа печи - прессформе состава - приурочьте охлаждающ, вторичный охлаждать к фиктивной машине, режа машина, свертывая спиралью машину
Выберите сырье как обусловлено в файле технологии (электрической меди), присоединяться к сырью выплавкой плавя печи средней частоты;
К выплавке печи, добавьте некоторую толщину агента покрытия, и регулярно количественный добавляйте сырье, плавя сброс хорошей жидкой медной воды топочного объема гидравлический в держа топочный объем, консервация жары медной жидкостной температуры в печи, автоматически контролируйте, медь в держа температуре отливки печи и держите воду в некотором уровне объема, меди под влиянием жидкостного уровня, подачей воды в прессформу, кристаллизацией прессформы охлаждая в прокладку, непрерывное медной заготовки приведенное фиктивной машиной, для того чтобы сформировать необходимую форму плиты. Плиту на выходе оборудована с измеряющим прибором температуры оборудованным с вторичной системой охлаждения, расход потока охлажденной воды можно отрегулировать, температура воды, контроль в реальном времени давления воды, когда температура воды выше чем установленное значение, давление воды ниже чем установленное значение когда чертеж стопа отливной машины. Используя эти контроли, главным образом гарантировать температуру кристаллизации, стабильность параметров процесса, обеспечить качество продукции и безопасность.
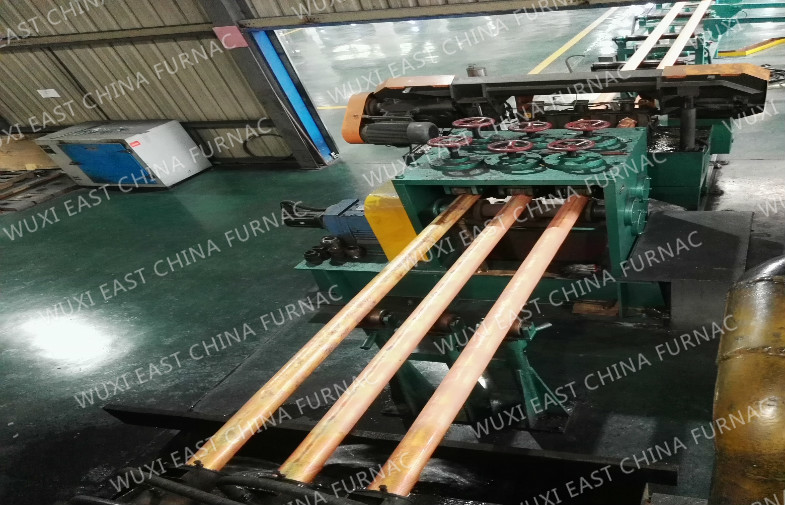
Прокладка вытягивана вне тракторами, стопом трактора и обратное время нажима регулируемо, если согласно различным материалам, различным спецификациям, качеству поверхности ситуации, определить параметры самого лучшего контроля и отрегулировать во времени, приведенном управлением программы ПЛК, циклы вставки, стоп, бакстеппинг.
Прокладка после фиктивной машины для отправки прокладки в одновременный автомат для резки.
![]()
![]()
![]()
КО. печи Восточного Китая Укси, Лтд
Вхацапп: 86 139 2112 5611
joey@wxhddl.cn