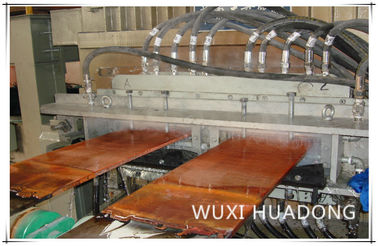
Сплав Медная Пластина Полосы Горизонтальная Литьевая Машина Плита Двойная Нить
ⅰ.SPECIFICATIONS
1. Типы отливок
* Разнообразие продукции: катушки заготовки из сплава на основе меди (белая латунь)
2. Спецификация готового продукта катушки
2.1 Количество заготовок: 2 полосы
2.2 Ширина заготовки: 380-500 мм
2,3 толщина заготовки: 16-20 мм
2.4 Внутренний диаметр катушки: минимум 600-800 мм
2.5 Наружный диаметр катушки: максимум 1800 мм
2.6 Максимальный вес катушки: макс: 6000 кг
3. Гарантийное значение разницы толщины заготовки
3.1 Поперечная разница толщины заготовки: < 0,75 мм - 0,3 (после модификации пресс-формы)
3.2 Разница в продольной толщине заготовки: <0,3 мм (после модификации пресс-формы)
3.3 Среднее энергопотребление при выплавке в плавильной печи: 250-380 кВт · ч, т
3.4 Среднее энергопотребление для поддержания температуры в печи для выдержки: 50-80 кВт / т
3.5 Максимальное усилие толкания и вытягивания: 50 кН
3.6 Диапазон скорости толкания и вытягивания: 1,5-70 мм / с
3.7 Средняя максимальная скорость литья: 300 мм в минуту
3.8 Максимальная сила сдвига гидравлического сдвига: 600KN
3.9 Скорость намотки намотки: 750 мм / мин
ⅱ.PROCESS
Отягощение (возврат должен быть в тюках) → Плавильная печь → Химический анализ → Подогрев запаянного стирки → Кристаллизатор → Первичное охлаждение → Вторичное охлаждение → Отводная машина → Стригальная машина → Моталка
Выберите сырье в соответствии с технологическим документом, определите процедуру подачи в соответствии с точками плавления металлических элементов, пропорциями загрузки печи и сложностью потерь от окислительного горения, и загрузите сырье в плавильную печь; При выплавке добавьте в печь определенную толщину покрывающего вещества, которое необходимо добавлять вовремя; Когда расплавленная медь внутри печи достигнет температуры выпуска, проведите лабораторные испытания состава расплавленной меди внутри печи; Перед постукиванием полностью очистите клинкеры в расплавленной меди; После постукивания по каждой печи в качестве стартового блока храните около 800 кг расплавленной меди внутри печи. Переместите расплавленную медь (расплавленную и хорошо отрегулированную в плавильной камере) через герметичную стирку в печь для выдержки, отрегулируйте температуру расплавленной меди, сохраняйте расплавленную медь внутри печи для выдержки при температуре литья и в определенном диапазоне уровней. Под действием уровня расплавленная медь поступает в кристаллизатор и кристаллизуется в медную заготовку пластинчатого типа путем первичного охлаждения кристаллизатором. При непрерывном вытягивании отводящей машиной формируется листовая заготовка требуемой формы. Вторичная система охлаждения установлена на выходе пластинчатой заготовки, а расход охлаждающей воды регулируется. Основной целью принятия этих мер контроля является обеспечение температуры кристаллизации, а также стабилизация параметров процесса с целью обеспечения качества продукта. Отвод полосовой заготовки осуществляется с помощью перетаскивателя, а время вытягивания, остановки и обратного толкания перетаскивателем непрерывно регулируется. Оптимальный контрольный параметр должен быть определен и своевременно отрегулирован в соответствии с различными материалами, различными спецификациями и условиями качества поверхности. Чертеж контролируется программой PLC, реализующей циклические действия рисования, остановки и обратного нажатия.
MA. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
| 1 | Плавильная печь: | |
| 1,1 | Общая емкость печи | 5.0T |
| 1.2 | Эффективная мощность печи | 2.5T |
| 1,3 | Напряжение в печи | 380В |
| 1.4 | Мощность печи | 600KW |
| 1,5 | Скорость плавления | 2t / ч |
| 1,6 | Коэффициент мощности после компенсации: | 0.95-1.0 |
| 1,7 | Количество фаз и режим подключения индуктора: | Однофазное последовательное соединение |
| 1,8 | Номинальная мощность трансформатора: | Автотрансформатор с водяным охлаждением 900 кВА (входная линия 380 В, трехфазная, |
| 1,9 | Режим охлаждения катушки: | Водяное охлаждение |
| 1,10 | Расход охлаждающей воды: | 5 м 3 / ч |
| 1,11 | Максимальная температура печи: | 1500 ℃ |
| 2 | Удерживающая секция печи | |
| 2,1 | Эффективная мощность печи: | 4.0t |
| 2,2 | Эффективная емкость литья: | Менее 85 дБ |
| 2,3 | Номинальное напряжение: | 380В |
| 2,4 | Номинальная мощность: | 250KW |
| 2.5 | Номинальная мощность трансформатора: | Автотрансформатор с водяным охлаждением 400 кВА (380В входная линия, трехфазная, ступенчатое регулирование напряжения без нагрузки). |
| 2,6 | Коэффициент мощности после компенсации: | 0.95-1.0 |
| 2,7 | Точность контроля температуры: | ± 8 ℃ |
| 2,8 | Максимальная температура печи: | 1300 ℃ |
| 2,9 | Режим охлаждения катушки: | Водяное охлаждение |
| 3 | Плесень | |
| 3,1 | ширина | 380-500 мм |
| 3,2 | толщина | 16-20mm. |
| 3,3 | материал | 1Cr18Ni9Ti из нержавеющей стали, облицованная медной втулкой (из меди T2) |
| 4 | Устройство вторичного охлаждения | |
| 4,1 | Потребление воды: | 3 м³ / ч |
| 4,2 | Водяное давление: | 0.2-0.3Mpa |
| 5 | Снятие средств | |
| 5,1 | Максимальная сила нажатия и вытягивания: | 50KN |
| 5,2 | Скорость: | Скорость: |
| 5,3 | Минимальный диапазон хода: | 0,1мм |
| 5,4 | Кратчайшее время ожидания | 0,01 с |
| 5,5 | Серводвигатель переменного тока: | Мотор Siemens (11 кВт) |
| 5,6 | Номинальная скорость вращения двигателя: | 3000r / мин |
| 5,7 | Статический крутящий момент: | △ Tw = 60K Мо (при 60) 70N-M |
| 6 | Двухстоечный гидравлический верхний ножницы: | |
| 6,1 | Усилие сдвига: | 600KN |
| 6,2 | толщина среза: | 20мм |
| 6,3 | Ширина стрижки: | 500мм |
| 6,4 | Скорость резки: | 0-5 мм / с |
| 6,5 | Стрижка хода: | 80мм |
| 6,6 | Максимальный рабочий ход ножниц: | 200мм |
| 7 | Блок намоточной машины | |
| 7,1 | Сила: | 5.5KW |
| 7,2 | Скорость вращения: | 1420r / мин |
| 7,3 | Ход выталкивателя: | 800мм |
| 8 | Гидравлическая станция | |
| 8,1 | Мощность двигателя гидростанции для плавильной печи и печи выдержки: | 2 × 7,5 кВт |
| 8,2 | Мощность мотора гидравлической станции для машины отвода: | 2 × 7,5 кВт |
| 8,3 | Мощность мотора гидронасоса для верхней ножницы: | 2 × 11 кВт |
| 8,4 | Мощность двигателя гидравлического насоса для намотки: | 2 × 7,5 кВт |
Ⅳ. СПИСОК ДЕТАЛЕЙ ОБОРУДОВАНИЯ
| Нет. | Название оборудования | Единица измерения | КОЛ |
| 1 | Линия частоты индукционной плавильной печи (включая плавильный желоб и футеровочный строительный материал) | установлен | 1 |
| 2 | Железный сердечник, водяная рубашка и змеевик плавильной печи | установлен | 1 |
| 3 | Промковш | установлен | 1 |
| 4 | Линия индукционной выдержки частоты (включая плавильную канавку и футеровку строительного материала) | установлен | 1 |
| 5 | Железный сердечник, водяная рубашка и катушка удерживающей печи | установлен | 1 |
| 6 | форма для строительства футеровки | установлен | 1 |
| 7 | кристаллизатор | установлен | 2 |
| 8 | графитовая форма | установлен | 1 |
| 9 | Уплотнительная стальная форма кристаллизатора | установлен | 1 |
| 10 | Манекен (изготовлен из нержавеющей стали) | установлен | 1 |
| 11 | Пустышка | установлен | 1 |
| 12 | Устройство распределения охлаждающей воды для кристаллизатора | установлен | 1 |
| 13 | Устройство вторичного охлаждения | установлен | 1 |
| 14 | Снятие средств | установлен | 1 |
| 15 | Гидравлические следящие ножницы | установлен | 1 |
| 16 | Coreless намотчик | установлен | 2 |
| 17 | Кабель с водяным охлаждением для плавильной печи | установлен | 1 |
| 18 | Гидравлическая система | Комплектация | 1 |
| 19 | Электрическая система управления | Комплектация | 1 |
| 20 | Регулирующий трансформатор (без нагрузки, ступенчатый) для плавильной печи | установлен | 1 |
| 21 | Регулирующий трансформатор (без нагрузки, ступенчатый) для удерживающей печи | установлен | 1 |
| 22 | Газозащитное устройство | установлен | 1 |
| 23 | Термометр температуры поверхности | установлен | 1 |
| 24 | Специальный инструмент для станка |
Ⅴ. ДАТА ПОСТАВКИ
Будет доставлено в течение 75 дней после вступления договора в силу.
Ⅵ. ПОСЛЕПРОДАЖНОЕ ОБСЛУЖИВАНИЕ
1. Основная часть оборудования будет иметь один год бесплатной гарантии, а специальные компоненты будут обсуждаться отдельно;
2. В течение опытно-производственного периода (в течение 3 месяцев после завершения ввода оборудования в эксплуатацию) наша компания направит профессионального специалиста для последующего обслуживания;
В течение гарантийного срока, если неисправность возникает из-за проблемы с качеством, наша компания направит персонал на сайт для решения проблемы в течение 72 часов после получения уведомления;
По истечении гарантийного срока на оборудование наша компания предложит эффективные решения в течение 24 часов после получения уведомления и направит персонал для проведения работ по техническому обслуживанию, если пользователь не сможет решить проблему, только оплачивая расходы.
Для ежегодного ремонта оборудования наша компания направит профессионального технического специалиста, который бесплатно присоединится к пользователям при составлении плана работ;
В течение гарантийного срока наша компания может направить профессионального технического специалиста на площадку для проверки условий эксплуатации оборудования и оказания полевого обслуживания.
По истечении гарантийного срока оборудования один раз в полгода может быть проведен один ответный визит по приглашению.
3. Если у нашей компании есть пункты для инноваций и улучшений или конструктивные предложения для аналогичного оборудования, мы своевременно проинформируем пользователя.
Уси Восточно-Китайская печь, ООО
Приглашаем посетить и осмотреть!
Контактное лицо: Джои Вонг
Тел: +86 510 83788308
Факс: +86 510 83786308
Моб: +86 139 2112 5611
Wechat: 86 139 2112 5611
WhatsApp: 86 139 2112 5611
по электронной почте: Joey@wxhddl.cn
Joe.777@outlook.com