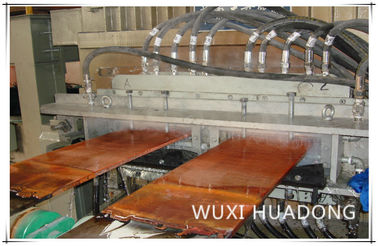
скорость отливки отливной машины 1,5 м/мин плиты одиночной нити 120кс2000 непрерывная
ПРОЦЕСС:
Бондарь/латунь/бронза
Расплавленный метал выстучан в ковш от печей. После проходить все обработки ковша, как сплавлять и дегазировать, и приезжать на правильную температуру, ковш транспортирован к верхней части отливной машины. Обычно ковш сидит в слоте на вращая башенке на отливной машине. Один ковш в положении „на-бросания“ (кормить отливную машину) пока другое сделано готовым в положении „-бросания“, и переключен к положению отливки когда первый ковш пуст.
От ковша, горячий металл перенесен через тугоплавкий кожух (трубу) к держа вызванной ванне тундиш. Тундиш позволяет резервуару металла кормить отливную машину пока ковши переключены, таким образом действуя как буфер горячего металла, так же, как приглаживая вне подачу, регулируя питание металла к прессформам и очищая (см. ниже) металла.
Металл стекается от тундиш через другой кожух в верхнюю часть прессформы меди открыт-основания. Глубина прессформы может выстроить в ряд от 0,5 до 2 метра (20 до 79 внутри), в зависимости от скорости отливки и размера раздела. Прессформа вод-охлажена для того чтобы затвердеть горячий металл сразу в контакте с ей; это основной процесс охлаждения. Оно также осциллирует вертикально (или на близко пути изогнутом вертикалью) для предотвращения металла вставляя к стенам прессформы. Смазка можно также добавить, что к металлу в прессформе предотвратила вставить, и поглотила любой шлак частиц-включая частицы окиси или масштаб-что может присутствовать в металле и приносить они к верхней части бассейна для того чтобы сформировать плавать слой шлака. Часто, кожух установлен поэтому горячий металл выходит из его под поверхностью слоя шлака в прессформе и таким образом вызван погруженным в воду соплом (SEN) входа. В некоторых случаях, кожухи не могут быть использованы между тундиш и прессформой; в этом случае, заменимые измеряя сопла в основании тундиш направляют металл в прессформы. Некоторые планы непрерывного литья кормят несколько прессформ от такого же тундиш.
В прессформе, тонкая раковина металла рядом с стенами прессформы твердеет перед теперь вызванной средней секцией, стренгой, выходами основание прессформы в камеру брызг. Большая часть металла внутри стены стренги все еще жидка. Стренга немедленно поддержана близко расположенными, вод-охлаженными роликами которые поддерживают стены стренги против ферростатик давления (сравните гидростатическое давление) все еще-твердея жидкости внутри стренга. Для увеличения тарифа затвердевания, стренга распылена с большое количество воды по мере того как она проходит через брызг-камеру; это тесекондары процесс охлаждения. Окончательное затвердевание стренги может случиться после того как стренга выходила из брызг-камеры.
Оно здесь что дизайн машин непрерывного литья может поменять. Это описывает „отливную машину изогнутой рисбермы“; вертикальные конфигурации также использованы. В изогнутой отливной машине рисбермы, стренга выходит из прессформы вертикально (или на близко вертикальном изогнутом пути) и по мере того как она путешествует через брызг-камеру, ролики постепенно изгибают стренгу к горизонтальному. В вертикальной отливной машине, стренга остается вертикальной по мере того как она проходит через брызг-камеру. Прессформы в изогнутой отливной машине рисбермы могут быть прямы или изогнуты, в зависимости от базовой конструкции машины.
В истинной горизонтальной отливной машине, ось прессформы горизонтальна и подача стали горизонтальна от жидкости для того чтобы утончить раковину к твердому телу (отсутствие гнуть). В этом типе машины, или стренга или колебание прессформы использованы для предотвращения вставить в прессформе.
После выхода из брызг-камеры, пропусков стренги до выправлять крены (если брошено дальше за исключением вертикальной машины) и кренов разведения. Могут быть стойка завальцовки ахот после разведения для того чтобы пользоваться пре-формой условия металла горячей окончательная стренга. В конце концов, стренга отрезана в предопределенные длины механическими ножницами или путем путешествовать оксиацетиленовые факелы, отмечена для идентификации, и принята или к резерву или к следующему формируя процессу.
Во многих случаях стренга может продолжать до дополнительные ролики и другие механизмы которые могут сплющить, свернуть или прессовать металл в свою окончательную форму.

Введение компании
КО. печи Восточного Китая Укси, Лтд интегрированный профессиональный изготовитель машинного оборудования металлургии, способный на обеспечивать дизайн, изготовление, установку, и поручать оборудования. Наша фабрика сведуща произвести все виды машины непрерывного литья с радиусом от 3 метров до 13 метра, как круглое заготовка, квадратные заготовки и плиты.
КО. печи Восточного Китая Укси, Лтд
Промышленный парк Но.3 Баши Фуронг, район Сишан, город Укси, провинция Цзянсу, Китай
Агента: Джоей.Вонг
Телефон: +86 510 83788308
Факс: +86 510 83786308
Толпа: +86 139 2112 5611
Вечат: 86 139 2112 5611
Вхацапп: 86 139 2112 5611
joey@wxhddl.cn
 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!